1000kg鑄鐵砝碼:大噸位計量的實用選型與維護技巧
搜索關鍵字:1000kg鑄鐵砝碼,1噸鑄鐵砝碼,鑄鐵砝碼選型,鑄鐵砝碼維護,大噸位砝碼校準
摘要:本文圍繞1000kg鑄鐵砝碼展開,詳解其灰口鑄鐵基材特性、五大核心生產工藝,明確不同精度等級的適用場景,分享選型要點與日常維護技巧,適配港口、礦山等工業大噸位計量場景,助力用戶規范使用砝碼、保障計量精度穩定。
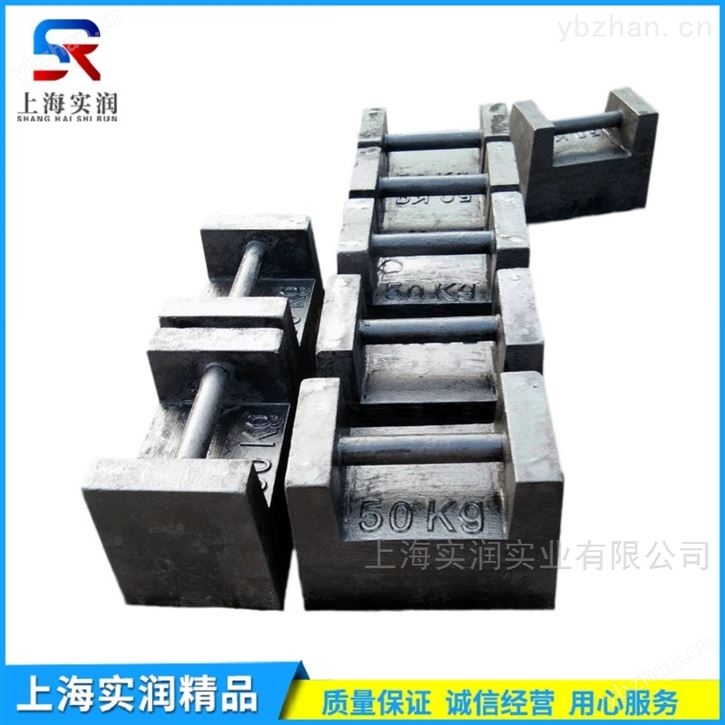
在工業大噸位計量場景中,1000kg鑄鐵砝碼憑借性價比與結構穩定性,成為地磅、汽車衡等大型稱重設備校準的核心器具,廣泛應用于港口、礦山、糧庫、冶金等行業,承擔著保障稱重數據準確、貿易結算公平的重要作用。相較于不銹鋼大噸位砝碼,其成本優勢顯著,且適配多種惡劣工況,是工業計量中應用廣泛的基礎器具。
1000kg鑄鐵砝碼的核心性能依賴優質基材與科學工藝,主流采用灰口鑄鐵(HT150/HT200)作為原料,碳含量嚴格控制在2.7%~4.0%,硅含量1.0%~2.5%,同時將硫、磷等有害雜質限制在S<0.1%、P<0.2%以內,確保材質密度均勻(≥7.0g/cm3),同一砝碼不同部位密度差≤0.6%,重量長期穩定,不易出現變形或重量衰減。材質中的片狀石墨還具備耐磨消振功能,可減少動態稱重時的誤差,延長使用壽命。
其生產工藝需經過五大核心工序嚴格管控,確保產品符合計量標準。熔煉階段采用中頻感應電爐,將鐵水溫度精準控制在1450~1500℃,添加硅基孕育劑細化石墨片,避免出現氣孔、砂眼等缺陷;造型澆注環節選用樹脂砂造型,型腔表面涂覆耐火涂料,采用開放式澆口設計防止鐵水湍流,通過冒口補縮減少縮松問題;時效處理是關鍵,鑄件凝固24小時后落砂,經200~300℃人工時效4~6小時,或露天自然時效1~3個月,消除內部應力,避免后續使用變形;表面處理環節,先噴砂除銹去除氧化層,再噴涂環氧防銹漆或進行電鍍鋅、鎳處理,防銹層厚度≥0.02mm;精度校準階段,在恒溫環境中,采用F2級及以上標準天平,通過比對法校準,確保誤差符合M1、M2等級要求(M1級1噸砝碼允差±500g,M2級允差±1.6kg),磁化率≤0.05,避免磁性干擾。
選型時需結合使用場景重點關注精度等級,貿易結算優先選用M1級,內部質檢、設備調試可選用M2級;戶外場景優先選擇熱鍍鋅涂層,提升抗腐蝕能力,室內干燥場景可選用環氧防銹漆。日常使用中,需避免砝碼受到劇烈撞擊,防止出現破損、變形;存放于干燥、通風的環境,避免潮濕導致銹蝕;定期清潔表面灰塵與污漬,每年送專業機構進行一次校準,確保量值穩定。此外,批量使用時,可通過砝碼底部的安裝孔進行固定,防止搬運過程中滑動,提升使用安全性。



1000kg鑄鐵砝碼:大噸位計量的實用選型與維護技巧
 儀表網手機版
儀表網手機版
 儀表網小程序
儀表網小程序
 公眾號:ybzhan
公眾號:ybzhan
 掃碼關注視頻號
掃碼關注視頻號





 手機版
手機版 官方微信
官方微信














 采購中心
采購中心
{kind=link}
{kind=link}
{kind=link}